
Demonstrating the potential impact of project InShaPe with Additive Manufacturing use cases, Part 1
To demonstrate the impact of the technology developed in the EU project InShaPe, we have four relevant use cases: An impeller, a chainsaw cylinder head, an industrial gas turbine swirler and a primary combustion chamber for rocket engines. Parts such as these are already being manufactured using conventional Laser Powder Bed Fusion (LPBF) but there are significant opportunities by introducing state-of-the-art LPBF with beam shaping.
The four use cases cover 3 different alloy families commonly used in LPBF: Ni-based super alloys, Cu-based and Al-based alloys. For each of the use cases we aim to demonstrate the goals of the project.
InShaPe is aiming for:
Cost of parts produced by AM is still one of the biggest barriers we have to overcome in order to enable more products to unlock their AM potential. Although the technical developments are centered on printing and utilizing beam shaping, the impact on the products affects the whole value chain from selecting materials and designing parts to the required post-processing and how parts or materials are qualified. As an example, if the printing process is more robust and produces less defects, this not only means potentially scrapping fewer parts and allowing for less effort in qualification and quality control.
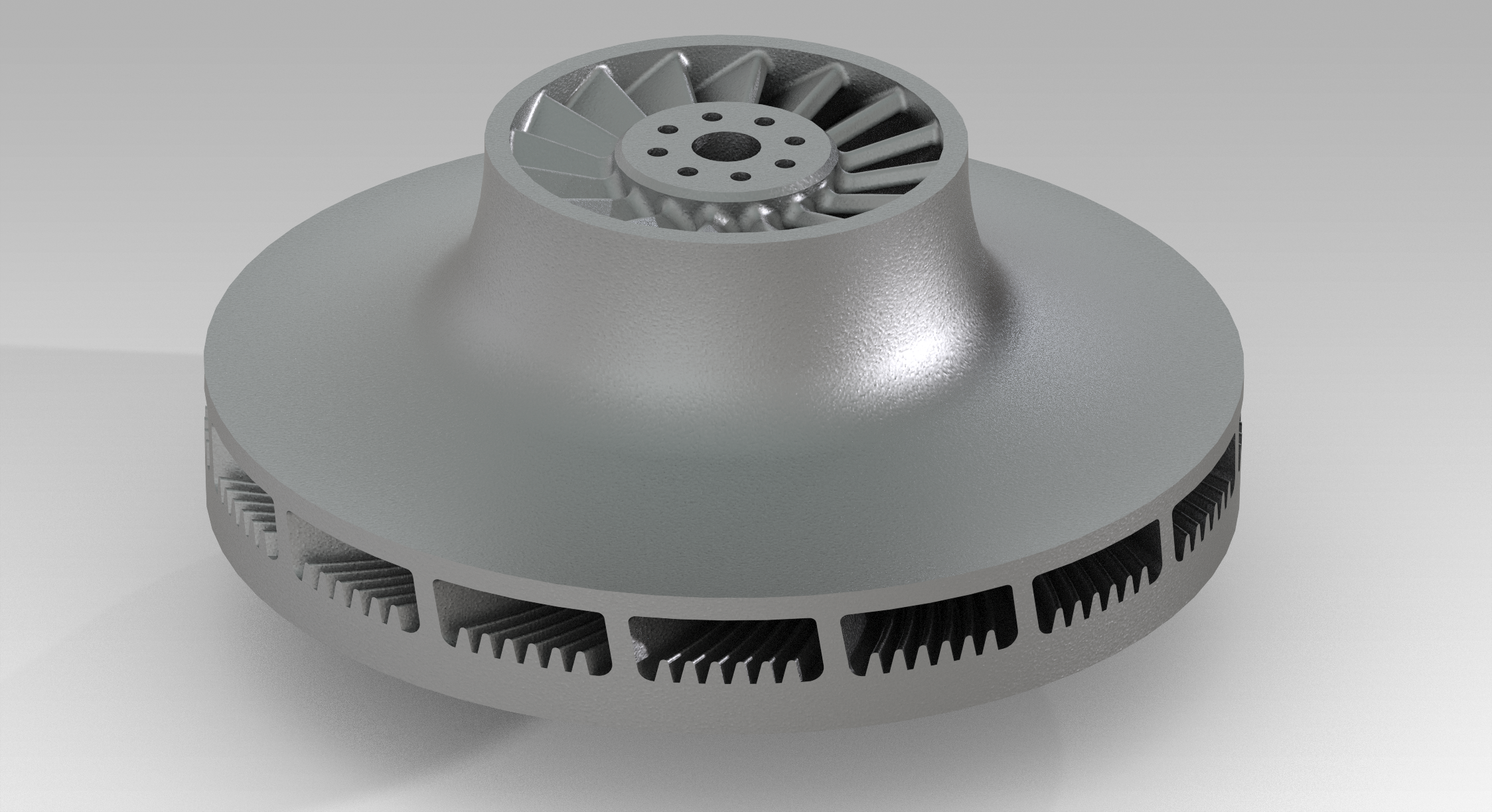
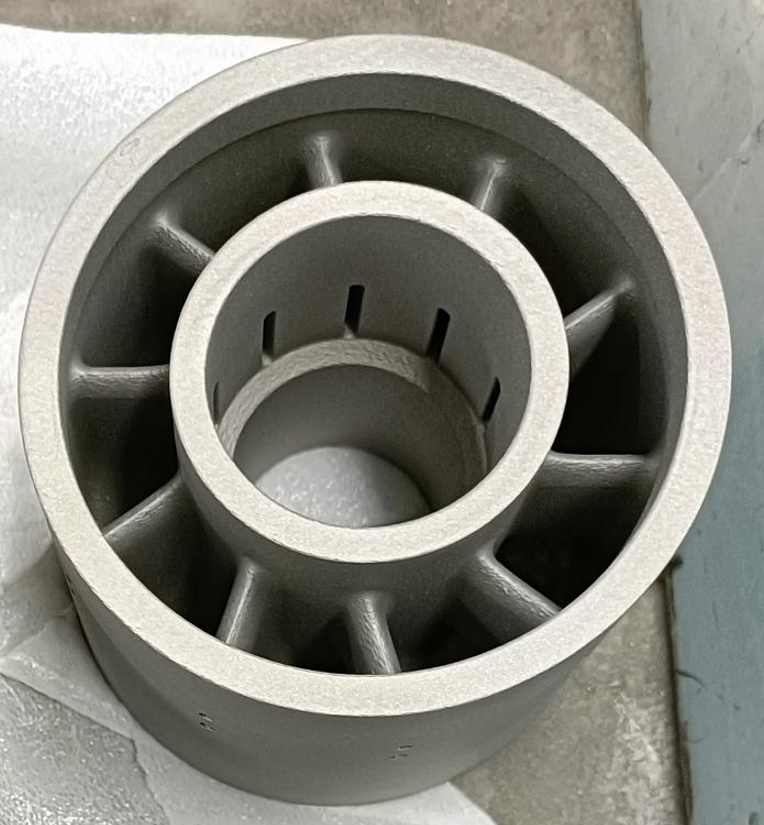
Impeller

For the impeller we have a complex geometry with internal channels, which are not easily accessible, or in line of sight for post-processing. This poses a critical challenge in printing and achieving a good surface finish. Overhang and down-skin surfaces need to be smooth for best performance of the impeller. The current surface finish requirements are limiting the design freedom of the impeller with the conventional LPBF processing. Another key aspect is managing the residual stresses, which requires a lot of support structure and stock material. Printing this extra material not only increases the print time but also must be removed after the printing. This generates scrap and consumes energy resulting in a higher manufacturing cost.
Engine Cylinder Head

Additive manufacturing (AM) is a suitable production method for cylinder heads with complex design. Furthermore, in this specific application, where the component is used in a handheld chainsaw, AM provides extraordinary potential for weight reduction, better user experience and overall improved performance. Nonetheless, to fully exploit the potential of laser powder-bed fusion (LPBF) for weight reduction, lower manufacturing costs, and higher production rates and volumes are necessary, as required production volumes for this part assent to up to 100.000 units per year. Here, the InShaPe technology could enable significant improvements and expand the use of AM to new use- and business-cases.
Industrial Gas Turbine Swirler

A swirler in industrial gas turbines (IGT) enhances fuel-air mixing and combustion efficiency while reducing emissions. Constructed from high-temperature materials and designed in various configurations, it improves operational flexibility. Laser Powder Bed Fusion (LPBF) further refines swirler design by enabling complex geometries and optimized vane shapes, boosting thermal performance and durability. These advancements lead to more efficient, reliable, and emission-reducing swirlers, benefiting power generation and industrial applications
Beamit’s focus in the InShaPe project is on enhancing productivity and achieving specific mechanical properties in the IGT sector. Using IN718, the goal is to increase build rates and maintain continuous machine availability for high productivity and profitability.
Reducing print time is another strategy to cut the manufacturing costs of additive manufacturing (AM) parts. However, increasing productivity in high-performance applications like IGTs must not compromise material properties or printer reliability. This is especially challenging with difficult-to-print materials where only specific microstructures yield crack-free parts. Beyond modifying printers to create shaped beams, the project will explore build file optimization and monitoring to ensure optimal material and process performance. This is crucial as beam shaping introduces additional complexity.
By tackling these challenges, the InShaPe system promises significant reductions in energy consumption, powder use, and engineering hours. This translates to lower production costs, making LPBF-manufactured parts competitive with traditional manufacturing methods.
Combustion Chamber

{kind=link}
{kind=link}
{kind=link}
{kind=link}
Exposed to temperatures up to 3500 degrees Kelvin, combustion chambers for first-stage thrusters need the right microstructure to balance the performance required of the Cu alloy, which is only processable with AM. These extreme Cu alloys, such as CuCrNb (NASA GRCop42), require precise cooling rates and stable energy density values throughout the printing areas and volume, ensuring temperature control of the melt pool. Due to the high energy required to process the material with lasers, the process is hard to control while consuming a lot of gas and energy, and it is characterized by very low manufacturing efficiency due to the emissivity and thermal conductivity of the alloy during the printing process. The risk of defects and resulting microstructure means the parts need to go through intensive HIP processing after printing.
AENIUM’s main targets are focused on defining new beam parameters and shapes that ensure increased productivity and stable melt pools without spatter, allowing for increased productivity by ensuring the right microstructure and precipitated elements, resulting in stable and homogeneous grain sizes and microstructure properties with the CuCrNb alloy.
By using InShaPe technology, it is demonstrated during the project that this technology is a game changer for achieving high manufacturing efficiency, production ratios, and stable microstructures when compared with standard YLR lasers and the same LPBF processes. By varying from a Gaussian energy profile in the melt pool to a variable crown controlled by an AI beam shape engine, preliminary tests on the material show productivity increases of up to 4.5X and a reduction in intermetallic and microstructure porosity in the Cu alloys, achieving stable grain sizes and outstanding precipitated element growth throughout the melted areas of the part.
By the end of the project, AENIUM aims to achieve up to a 6-7X productivity increase, 99.95% precipitated element regrowth compared with the standard process, and microcracking-free structures in the application of rocket engine chambers for civil use purposes in additive manufacturing for the space sector.
Beam shaping technology and the InShaPe project offers solutions that could be a game changer, not only for these 4 use cases, and therefore we had an open innovation call where interested parties were invited to submit use cases to be investigated with the solutions developed in the project InShaPe. The fifth use case selected from the open innovation service will be presented in the near future.